Romi - C 510DE-TUR-ROM-2014-00001
Máte další otázky? Kontaktujte nás!

Petr Strýček
+420 737 021 218
p.strycek@gindumac.com
- GINDUMAC
- Produkty
- Obráběcí stroje
- ➤ Prodej použitých horizontálních soustruhů Romi C 510 | gindumac.com
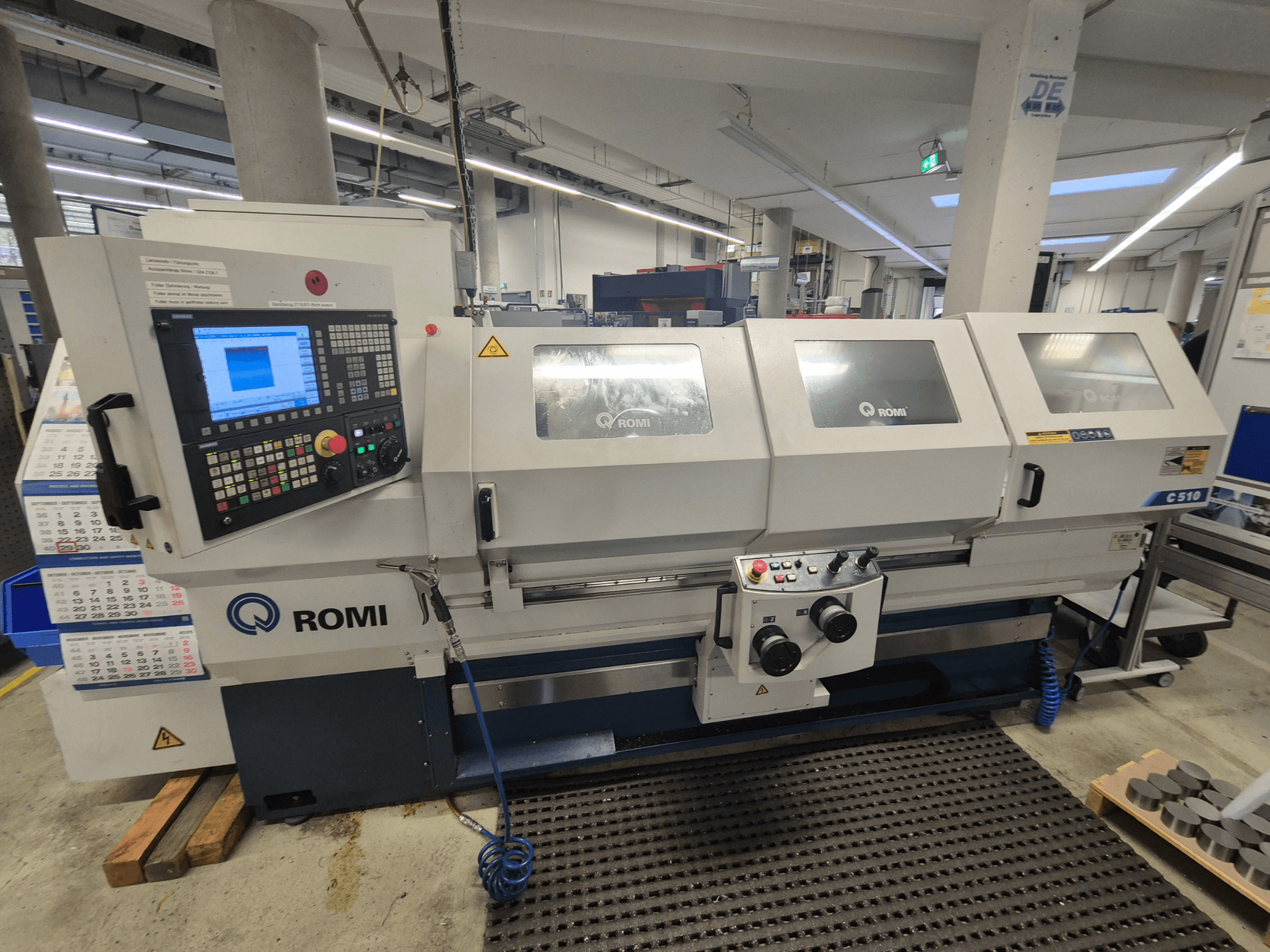
Tento model Romi C 510 byl vyroben v roce 2014. Má duté vřeteno s průchodem vřetena Ø 65 mm, ruční sklíčidlo s klínovou tyčí Ø 260 mm a kalené vodicí plochy. Držák nástroje je ocelová upínací hlava Multifix B K22. Stroj pracuje se standardním rozsahem otáček vřetena 56-2800 min-1 a má automatické mazání a cyklické funkce pro efektivní provoz. Pokud hledáte kvalitní soustruh, zvažte soustruh Romi C 510, který máme na prodej. Pro více informací nás kontaktujte.
Přehled
- Výrobce: Romi
- rok: 2014
- MODEL: C 510
- výrobních hodin: 2041
- typ aplikace: Otáčení
- Země umístění: Německo
- Typ stroje: Horizontální soustruh
- řídicí jednotka značky: SIEMENS
Technické informace - Romi C 510
Řídicí jednotka
- Značka řídícího systému: SIEMENS
- Model řídícího systému: SIEMENS 828D
Pohyb
- Počet os: 2
Technická specifikace
- Rychlost vřetena: 2800 RPM
Dodatečné informace
Další vybavení
Konzola: Automatický cyklus v podélném směru s aktivací výklenku konzoly.
Výhody stroje
Technické výhody stroje
Automatické funkce: upínání nástrojů, kalení vodicích ploch, přepínání otáček frézovacího vřetena, cykly rámu a mazání vodicích ploch.
Speciální provedení: plně vybavené, s ručním řízením otáček, se sníženým rozsahem otáček, s ručním utahováním, s číselným ukazatelem pro zahraniční výrobu a s klimatizovaným provedením bez řídicího systému.
Vodicí plochy: kalené a pokovené protiplochy.
Stoupací frézování: automatické zařízení je součástí dodávky.
Automatické upínání nástrojů
Další informace
Speciální verze stroje: Frézování na zvednutém vřeteníku, automatické cykly rámu a splnění zahraničních norem po dohodě.
Maschinenbeschreibung:
SIEMENS: CNC-Horizontal-Drehmaschine - ROMI C 510 V5.0 - SIEMENS
Standardausführung:
. Siemens-Steuerung 828D sl, mit 10,4" LCD-Farbmonitor.
. ASA A2-6" Spindelkopf, Drehmoment: max. 303 Nm bzw. ASA A2-8", max. Drehmoment 408 Nm, mit 520mm Schwingdurchmesser.
über Bett, 450 mm Schwingdurchmesser über Schlittenführung und 255mm Schwingdurchmesser über Planschlitten.
. Reitstock mit manueller Positionierung des Grundkörpers, mit manueller Betätigung der Pinole (stehende Zentrierspitze) MK-4
. Eilgang längs/quer mit 10.000mm/min.
. Herausziehbarer Spänewanne
. Elektroanlage lieferbar für folgende Spannungen/Frequenzen : 400VCA / 50-60Hz
. Abgedichtete Arbeitsraumleuchte
. ROMI RMMP manuelles Maschinenpaket, bestehend aus CNC gesteuertem Hauptschlitten mit zwei
elektronischen Handrädern für X- und Z-Achse, Joystick-Schaltern und der
bedienerfreundlichen Siemens Software "Manual Machine Plus"
. Adapterplatte Multifix K22 Type B mit Multifix Stahlhalterkopf B K22.
. Schleppeinrichtung für Reitstock
. Automatische Schmierung mit Inline-Filter und Füllstandsensor (Automatické měření s vnitřním filtrem a snímačem teploty).
. Kühlsystem, komplett mit Kühlmittelbehälter und Kühlmittelpumpe (10l/min,@7bar, 1,5kw/ 2cv).
. Kühlwasser Spritzpistole mit zusätzlicher Pumpe.
. Elektrischer Schaltschrank mit Kühlung über Zentrifugalgebläse und Überdruck .
. Spritzschutz, komplett, Schutztüre mit Sicherheitsfenster und Verriegelung durch elektrische Sicherheitsschalter .
. Schrauben und Muttern für Nivellierung .
. Schraubwerkzeugsatz für den Betrieb der Anlage.
. Vollständige Dokumentation für das ROMI-Produkt auf CD.
. Standardlackierung : Epoxidlack strukturiert Munsell-Blau 10B-3/4 und Epoxidlack strukturiert grau RAL 7035.
. Einhaltung der geltenden CE-Sicherheitsvorschriften
Steuerungsbeschreibung:
SIEMENS 828D sl
Standardfunktionen:
1 - RESSOURCEN UND CNC-LEISTUNG
- Genauigkeit 80-Bit-NANOfp
- Minimale Blockzykluszeit = 80-Bit-NANOfp
- Look Ahead = 1
- Beschleunigung mit Ruckbegrenzung
- Taktsynchrone Prozesse und Hochgeschwindigkeitsausgang
- Sprachen: Deutsch, Portugiesisch, Englisch, Spanisch, Italienisch, Französisch
- Ethernet-Schnittstelle
- USB-Schnittstelle
- Teilenummer, Maschinenzykluszeit und Uhr
- Berechnungsfunktion
2 - PROGRAMMIERUNGSRESSOURCEN:
- Verzeichnis geordnet nach Programm, Unterprogramm und Zyklen
- höhere Programmiersprache
- Programmieranleitung
- Programmieranleitung CNC-Programmierung
- Programmsatzsuchlauf
- Hintergrundprogrammierung
- Unterprogrammaufruf
- Speicherprogrammnummer
- Teileprogrammspeicher = 3 MB
- Programm laden / speichern
- Programmerstellung und -bearbeitung
- Linear-, Kreis- und Schraubenlinien-Interpolation
- Verweilzeit
3 - VORSCHUBFUNKTIONEN:
- Vorschub in mm/min oder Zoll/min
- Vorschub v mm/min oder Zoll/min
- Vorschub und genaues Positionieren an den Ecken
- Genauhalt
4 - GRAFICKÉ FUNKCE:
- PC-ähnlich
- Animierte Elemente - Unterstützung Zyklusparameter
- Grafická simulace 2D
5 - KOORDINAČNÍ SYSTÉMY:
- Arbeitsebenenauswahl
- Werkstückkoordinatensystem mit 100 Paaren
- Maschinenkoordinatensystem
- Voreinstellen des Werkstückkoordinatensystems
- Lokales Werkstückkoordinatensystem
- Eingabemaske für Werkzeuglängenvermessung (manuelle Betriebsart)
6 - KOORDINATENWERTE UND ABMESSUNGEN:
- Geschwindigkeit und Abmessungen in Zoll oder metrisch
- Programmierung in Absolutmaß und Kettenmaß
- Lineární a křížová interpolace s polárními koordináty
- SCALE / ASCALE
- ZRCADLO / ZRCADLENÍ
- Koordinatensystemdrehung
- Nullpunkttransfer
7 - SPINDELFUNKTIONEN:
- U/min v S-kódu
- Winkelpositionierung Spindel (M19 und Spos)
8 - ANGEWENDETE WERKZEUGFUNKTION:
- Werkzeugradiuskorrektur
- Manuelle Messung von Werkzeuglänge und -radius
- Werkzeugkorrektur Korrekturpaare (Länge und Durchmesser) = 256 und 512 für AP-Version
- Werkzeugverwaltung
- Standzeitverwaltung
9 - MAKRO:
- Parameter-Programmierung
- Makro und Anwendervariablen
- Systémové proměnné
10 - VEREINFACHUNGSPROGRAMMFUNKTIONEN:
- Festzyklus zum Bohren, Ausbohren und Gewindeschneiden
- Kreisförmiges Muster für gerade und kreisförmige Nuten
- Festzyklus zum Gewindebohren ohne Ausgleichsfutter
- Festzyklus zum Gewindefräsen
- Gewindebohren mit Ausgleichsfutter
- Gewindereparaturzyklus
11 - PROGRAMMIERFORMAT - 828D sl-REIHE:
- Programmierformat ISO-Code
- Programmierunterstützung CNC-Programmierung
12 - BETRIEBSMODI:
- JOG-Betrieb
- Handrad-Betrieb
- MDA-Betrieb
- Automatikbetrieb
- Einzelsatzbetrieb
- Programmhalt
- Wahlweiser Halt
- Programmtest
- Satz löschen
- Achsreferenzierung durch Programm
- Werkzeugrückzug und Repositionierung in JOG-Betrieb (Taste REPOS)
- Programmneustart
- Automatischer Betrieb über Speicher oder Fernsteuerung
13 - WARTUNGSFUNKTIONEN:
- NOT-HALTControlPopis:
SIEMENS 828D sl
Standardní funkce:
1 - ZDROJE A VÝKON CNC
80bitová přesnost NANOfp
Minimální doba cyklu bloku = 80bitové NANOfp
Look Ahead = 1
Zrychlení s omezením trhání
Synchronní procesy a vysokorychlostní výstup
Jazyky: Němčina, portugalština, angličtina, španělština, italština, francouzština
Rozhraní Ethernet
Rozhraní USB
Číslo dílu, doba cyklu stroje a hodiny
Funkce výpočtu
2 - PROGRAMOVACÍ ZDROJE:
Adresář uspořádaný podle programu, podprogramu a cyklů
Vysokoúrovňový programovací jazyk
Programovací příručka
Příručka pro programování CNC
Vyhledávání programových bloků
Programování na pozadí
Volání podprogramu
Paměť čísel programů
Paměť programu dílu = 3 MB
Načtení / uložení programu
Vytváření a editace programu
Lineární, kruhová a šikmá interpolace
Doba prodlevy
3 - FUNKCE POSUVU:
Posuv v mm/min nebo palcích/min
Posuv v mm/min nebo palcích/min
Posuv s přesným polohováním v rozích
Přesné zastavení
4 - GRAFICKÉ FUNKCE:
Rozhraní podobné PC
Animované prvky - podpora parametrů cyklu
2D grafická simulace
5 - SOUŘADNICOVÉ SYSTÉMY:
Výběr pracovní roviny
Souřadnicový systém obrobku se 100 páry
Souřadnicový systém stroje
Přednastavení souřadnicového systému obrobku
Místní souřadnicový systém obrobku
Vstupní maska pro měření délky nástroje (ruční režim)
6 - SOUŘADNICOVÉ HODNOTY A ROZMĚRY:
Rychlost a rozměry v palcích nebo metrických souřadnicích
Programování v absolutních a přírůstkových rozměrech
Lineární a kruhová interpolace s polárními souřadnicemi
SCALE / ASCALE
ZRCADLO / ZRCADLENÍ
Rotace souřadnicového systému
Přenos nulového bodu
7 - FUNKCE VŘETENA:
Otáčky v S-kódu
Úhlové polohování vřetena (M19 a Spos)
8 - FUNKCE APLIKOVANÉHO NÁSTROJE:
Kompenzace poloměru nástroje
Ruční měření délky a poloměru nástroje
Páry posunutí nástroje (délka a průměr) = 256 a 512 pro verzi AP
Správa nástrojů
Správa životnosti nástroje
9 - MACRO:
Programování parametrů
Makro a uživatelské proměnné
Systémové proměnné
10 - ZJEDNODUŠENÉ PROGRAMOVACÍ FUNKCE:
Pevné cykly pro vrtání, vyvrtávání a závitování
Kruhový vzor pro přímé a kruhové drážky
Pevný cyklus pro závitování (bez kompenzačního sklíčidla)
Cyklus frézování závitů
Závitování s kompenzačním sklíčidlem
Cyklus opravy závitů
11 - PROGRAMOVACÍ FORMÁT - 828D sl SERIES:
Formát programování podle kódu ISO
Podpora CNC programování
12 - PROVOZNÍ REŽIMY:
Režim JOG
Režim ručního kolečka
Režim MDA
Automatický režim
Režim jednoho bloku
Zastavení programu
Volitelné zastavení
Testování programu
Odstranění bloku
Odkazování na osu prostřednictvím programu
Zatažení a změna polohy nástroje v režimu JOG (tlačítko REPOS)
Opětovné spuštění programu
Automatický provoz přes paměť nebo dálkové ovládání
13 - FUNKCE ÚDRŽBY:
NOUZOVÉ ZASTAVENÍ (E-STOP)
*Mezi uvedenými údaji a skutečnými hodnotami mohou být rozdíly, to by měl potvrdit obchodní zástupce.
Petr Strýček
Platební podmínky
Platba předem
Financování aktiv